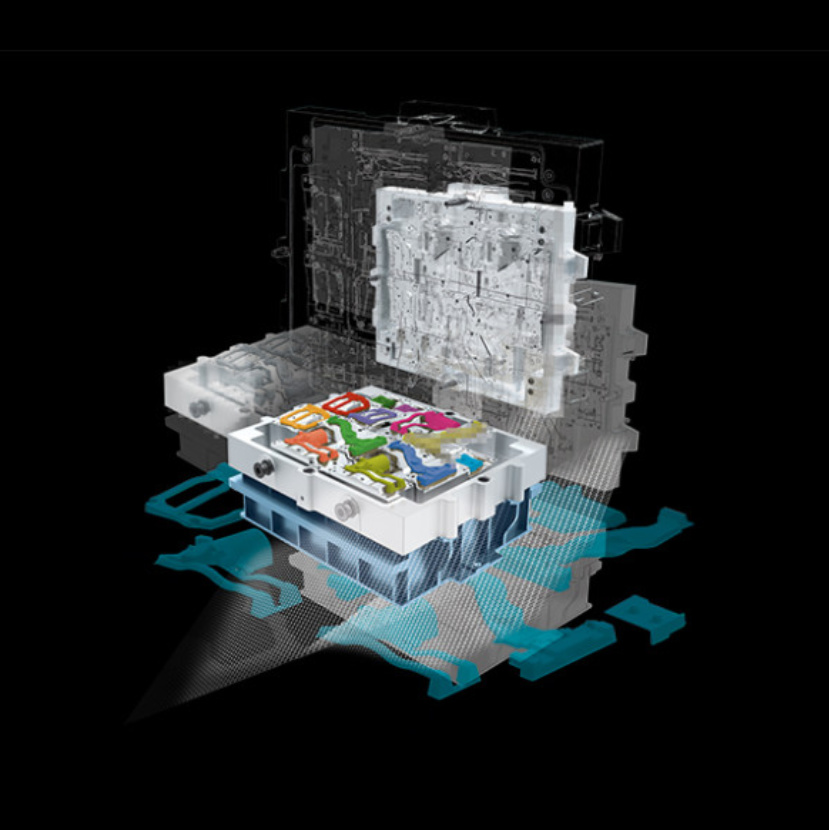
KRÄMER+GREBE konstruiert und fertigt Modelle und Kernformwerkzeuge für Klein- und Großserien in unterschiedlichen Werkstoffen, komplett mit allen gieß- und entlüftungstechnischen Details.
Wir bieten für Ihre Kernschießmaschinen Komplettwerkzeuge für alle Kernherstellungsverfahren an.
Ganz nach Ihren Bedürfnissen fertigen wir individuelle, maßgeschneiderte Werkzeuge mit allem erforderlichen Zubehör und auf höchstem Qualitätsstandard als Kerneinleger, für Kernpaket- und Grünsandverfahren.
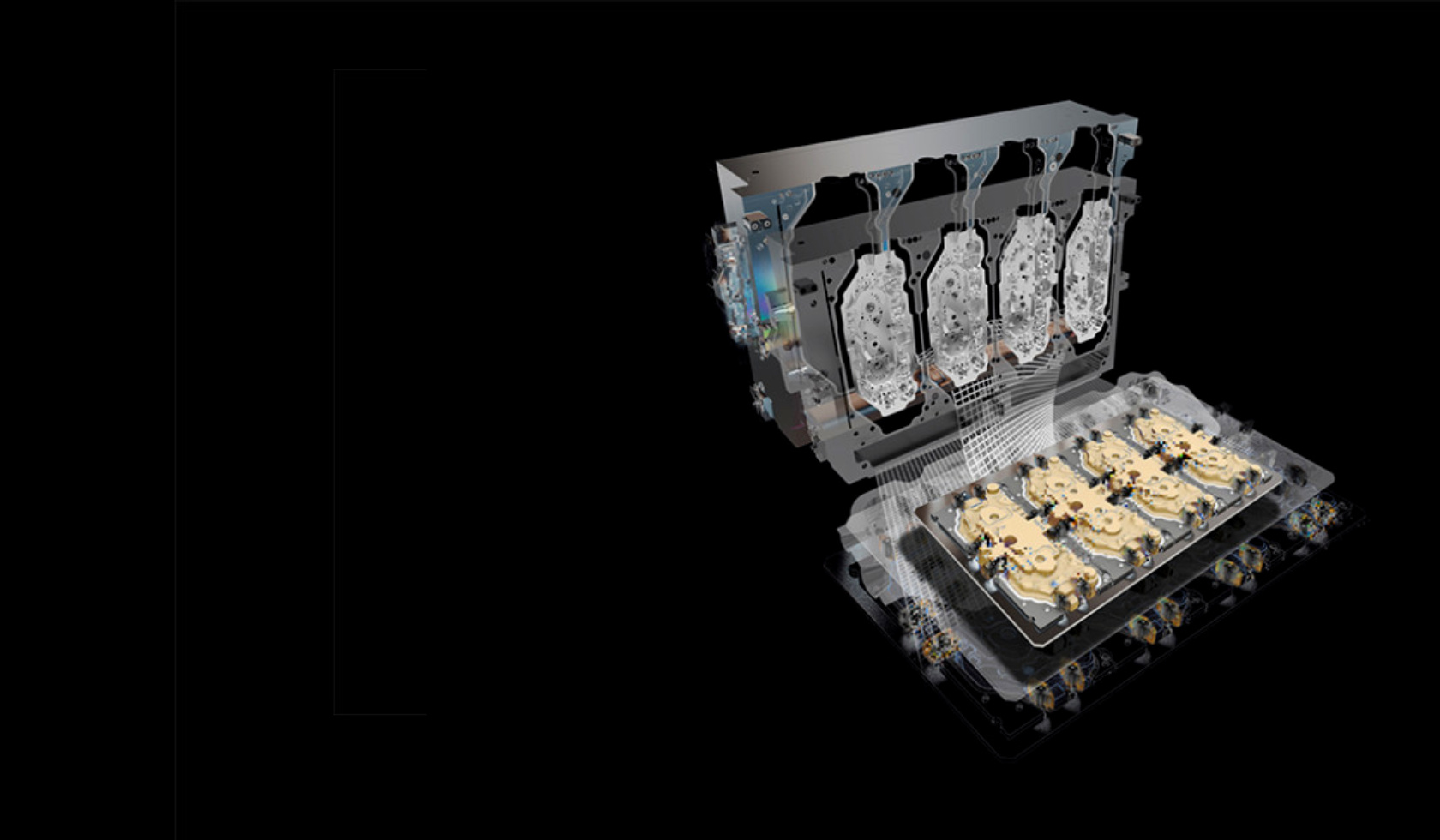
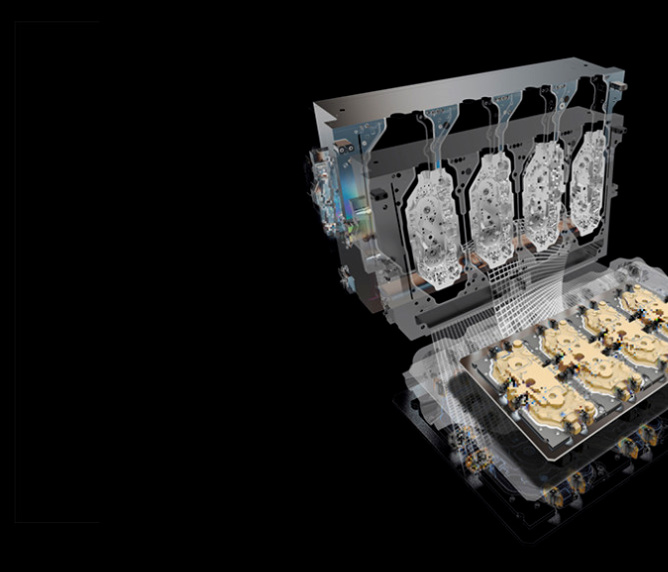
Hohe Freiheitsgrade für komplexe Geometrien, mit sehr guten Festigkeitswerten und hoher Maßhaltigkeit kennzeichnen die verschiedensten Sandgussverfahren. Ob in einem hochautomatisierten High-Volume Prozess oder doch in einer kleinen Premiumserienfertigung, ein intelligentes Werkzeugkonzept stellt die Weichen für eine erfolgreiche Umsetzung. Die Werkzeugspezialisten bei KRÄMER+GREBE erstellen nicht nur das komplette Layout mit Kernteilung- und Kernmarkenfestlegung, sondern Sie kennen sich auch bestens aus mit ausgefeilten Schiebertechnologien, konturnahen Temperierungslösungen, einer perfekten Maschinenadaption und alternativen Werkstofffestlegungen in allen Bereichen. Darüber hinaus werden die Werkzeuge gewichtsoptimiert, wartungs- und reparaturfreundlich ausgelegt. Neben dem Expertenwissen kommt bei KRÄMER+GREBE modernste CAx-Technologie zum Einsatz, um die bestmögliche Konstruktion der jeweiligen Formwerkzeuge zu erreichen.